KOR
KOR
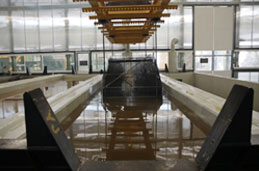
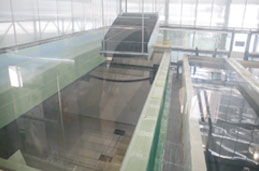
용융아연도금
이탈리아 Sirio
시설 도입국내 최고 깊이와
폭의 시설친환경 설비
월 4,000톤 이상
생산 능력
아연은 융점이 약 420°C로, 철강의 방식도금으로써 효과가 좋습니다. 철근에 도금을 할 경우, 도금로의 온도 460±5°C,
침적 시간은 약 1분간으로 500 ~ 1500g/㎡의 아연 부착량이 됩니다. 일반적인 아연도금의 두께는 아연철판에서 8 ~ 20㎕,
관이나 구조물에서 75 ~ 125㎕ 입니다. KS D 8308 「융용 아연도금」, D 9521「융용 아연도금 작업표준」, D 0201
「융용 아연도금 시험방법」에 규정되어 있습니다.